|
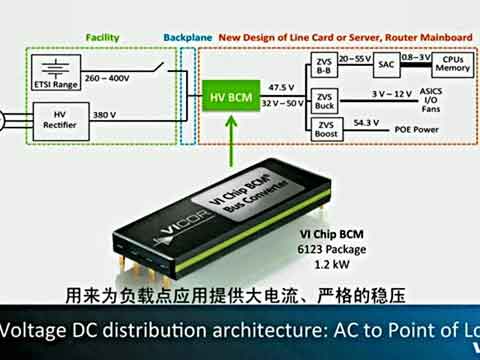
1 ǰ�� 늻ӹ��c�����ӹ���ͬ�����ڡ��ǽ��|�ӹ�����늻ӹ��У��S������g϶��С��׃��Ӱ�늘O�c�����g�����ĬF(xi��n)��Q�醖϶Ч��(y��ng)��늻ӹ��з���g϶�Ĵ�С�͠�B(t��i)�����ӹ���ˇָ��(bi��o)�����O����Ҫ�����á��ڼӹ��^���У�ֱ�Ӝy���ɘO�g϶�ľ��x�Ǐ�(f��)�s�͟o��Ҫ�ģ������Ŀǰ���҇��Ĕ�(sh��)�ؙC(j��)����Ȼ�Թ��ؙC(j��)���������ؙC(j��)���ṩ�˴�����ISA��ۣ�ͬ�r��ISA�������нY(ji��)��(g��u)���Ρ������`���r�����ȃ�(y��u)�c(di��n)���������Ͽ��]�����Č����и�C(j��)�g϶���ư��M(j��n)�������ơ� 2 Ӳ�����w�O(sh��)Ӌ �O(sh��)Ӌ�ľ��и�C(j��)����g϶���ư��Ӳ���Y(ji��)��(g��u)��D1��ʾ���˽Y(ji��)��(g��u)�ɲɘӱ����·ģ�K��늉���̖���^ģ�K��A/D�D(zhu��n)�Qģ�K���r�����ģ�K����̖̎��ģ�K�Ȳ��ֽM�ɡ� 
�D1 ���ư�Y(ji��)��(g��u)�D 2��1 �ɘӱ����· ���и�ӹ��У�ֱ�Ӝy��늘O�g϶����׃���Ǻ����y�ģ����Dz��Üy���c����g϶�ɱ����P(gu��n)ϵ��늅���(sh��)���g�ӷ�ӳ����g϶�Ĵ�С���O(sh��)Ӌ�����g϶ƽ��늉��·��AD582�ɘӱ����·���M(j��n)��늉���̖�ɼ����·ԭ��D��D2��ʾ��
�D2 �ɘӱ����·ԭ��D �ψD�в�����AD582�M(j��n)�вɘӱ��֣�AD582����һ�������ܵ��\(y��n)���Ŵ�������©�����ģ�M�_�P(gu��n)��һ���Y(ji��)����Ч��(y��ng)�����ɵķŴ�����ͬ�M�ɡ�����8�_����̖ݔ���ˣ�12�_����̖�|�l(f��)�ˣ�l�_��9�_����̖ݔ��˿ڡ�����(j��)�����_�ֲ���֪����(d��ng)12���_������ƽ�r��AD582������ȡ�ӹ�����B(t��i)���@�r�_�P(gu��n)�]�ϡ�ȡ�ӽY(ji��)���r��12�_�����߉�ƽ�ص����ƽ���·�M(j��n)�뱣�֠�B(t��i)���@�r���_�P(gu��n)���_���O(sh��)Ӌ�r12�_���|�l(f��)��̖�ɕr�����ģ�K�·�a(ch��n)���� 2��2 A/D�D(zhu��n)�Q�· A/D�D(zhu��n)�Q�����x���O(sh��)Ӌ�����P(gu��n)��Ҫ�ġ��x����m��A/D�D(zhu��n)�Q��������Ч�Č��g϶�M(j��n)�п��ơ�����A/D�D(zhu��n)�Q���������^�������Դ��D(zhu��n)�Q����횞��p�O�ԣ�������һ��8λ��ADC������ˣ������һ��12λ��ADC�팦���M(j��n)�вɘӣ����ӵķֱ��ʌ��Ƕ���ġ���ˣ��O(sh��)Ӌ���x�ü�����αƽ�ʽA/D�D(zhu��n)�Q��AD673��AD673�D(zhu��n)�Q���IJ��֑�(y��ng)���·��D3��ʾ��
�D3 AD673�D(zhu��n)�Q���IJ��֑�(y��ng)���· �D��AD673�����_AN-IN��ģ�M��̖ݔ��ˣ����_START��DATAENABLE�t����|�l(f��)��74LS123�����|�l(f��)��������A/D�D(zhu��n)�Q���Ĺ�����B(t��i)�����_DATAREADY�c�ɘӱ�����AD582�����_IN+�B�ӡ����ֲɘ��c�D(zhu��n)�Q��һ���ԡ� DATAREADY��AD673�D(zhu��n)�Q���_ʼ�D(zhu��n)�Q���D(zhu��n)�Q�Y(ji��)�����g�Ǹ��ƽ����D3�е��B�ӷ�ʽ��ʹ��AD673�D(zhu��n)�Q�����_ʼ�D(zhu��n)�Q��AD582�܉�S���ڱ��֠�B(t��i)����AD673�D(zhu��n)�Q���D(zhu��n)�Q��ɺ�DATAREADY׃?y��u)���ƽ���˕rAD582�t�M(j��n)��ɘӠ�B(t��i)��A/D�D(zhu��n)�Q�����|�l(f��)Ҳ������555��74L5123�M���·�a(ch��n)���ĕr���̖���@����12��18��20���_��ͬݔ��߉������̖�� 2��3 D/A�D(zhu��n)�Q�����x�� DAC0832�Dz��õ�T�����W(w��ng)�j(lu��)��(sh��)�F(xi��n)��(sh��)/ģ�D(zhu��n)�Q��һ�NоƬ���@�N��D/A�D(zhu��n)�QоƬ�������ݔ���ͣ������Ҫݔ��늉���������DAC0832ݔ�������һ���\(y��n)��Ŵ����������D(zhu��n)�Q��늉�ݔ���� DAC0832���p��ֱ��ʽ8λD/A�D(zhu��n)�Q��������ɔ�(sh��)����ݔ�뵽ģ�M��(���)ݔ�����D(zhu��n)�Q������Ҫ����(sh��)���£��ֱ��ʞ�8λ���D(zhu��n)�Q�r�g��1s���M�����`���1LSB������늉���(+lO - -10)V������Դ��(+5 - +15)V��߉�ƽݔ���cTTL���ݡ�DAC0832���Ѓɼ��i��������һ���i�����Q��ݔ��Ĵ������������S�i����̖��ILE���ڶ����i�����Q��DAC�Ĵ����������i����̖Ҳ�Q��ͨ��������̖XFER�� DAC0832��̎�����N��ͬ�Ĺ�����ʽ��ֱͨ��ʽ���ξ��_��ʽ���p���_��ʽ�������ư��乤����ֱͨ��ʽ���䲿�ֳ������£� MOVE R0��#DATA ��������(sh��)��(j��)��ŵ�ַָ� MOVE DPTR,**** ������D/A��ַָᘡ� MOVE A��@R0 �� MOVE @DPTR A ����D/A�����D(zhu��n)�Q��(sh��)��(j��) 2��4 ����ISA�����·���ISA�������� ����(zh��n)늉���̖�����ɹ��ؙC(j��)ݔ�뽛(j��ng)�^ISA������ͨ�^D/A�D(zhu��n)�Q���·�a(ch��n)�������ԣ��@���б�Ҫ��ISA�����M(j��n)�з����� �g϶���ư��ǻ���ISA�����ģ��������PC�Ժ��Ҫռ��(j��)һЩI/O���g�����˲�ʹӋ��C(j��)ϵ�y(t��ng)�l(f��)����ַ�_ͻ����(d��o)�����C(j��)�ȬF(xi��n)����ˣ�����˽�PC��(n��i)�����P(gu��n)��I/O���g��Ϣ��������Щ�˿���Ӌ��C(j��)����S�̞����_�l(f��)�������ģ���Щ��ַ�ѷ���o�����O(sh��)�䣬��Щ�˿ڵ�ַ�ǿ��e�ġ��@Щ��Ϣ�����_�l(f��)�ӿڳ�����ʮ�ֱ�Ҫ�ġ� PCϵ���C(j��)�У�ISA����֧�ֵĶ˿ڔ�(sh��)Ŀ��1024��������Ч��ַ�g�a��A0-A9�@10����ַ������ʾI/O���g���䷶���Ǐ�000H-3FFH������ǰ512����ַ(000H-1FFH)�������ϵ�I/0�ӿ�ʹ�ã������512����ַ(200H-3FFH)������Ӌ��C(j��)�U(ku��)չ���е�I/0ͨ��ʹ�ã�����߀�в��ֱ�ͨ���ⲿ�O(sh��)��ʹ�á� ���O(sh��)Ӌ���ư�r�����DZ�PCϵ�y(t��ng)ռ���˵Ķ˿ڵ�ַ������ʹ�ã�����Ӌ��C(j��)�S�����ı�����ַ�����˱���l(f��)��I/O�˿ڵ�ַ�دB��_ͻ��Ҳ�M����ʹ�á���ˣ��˿��x��ֻ���x�Û]��ʹ���^�ĵ�ַ��ͨ������ʹ��300H-31FH�@�ε�ַ���@��PCϵ���C(j��)������(sh��)�õĵ�ַ����ˣ��҂��x��300H������ƿ��Ļ���ַ���ڿ��ư��O(sh��)Ӌ�У�����(j��)��(sh��)�H��Ҫ���õ��IJ�����̖���У� * DO-D7 ϵ�y(t��ng)�p����̖�� * A0-A19 ϵ�y(t��ng)��ַ������̖�� * AEN ��ַ���S��̖�� * XFER I/O�x������̖�� * IOW I/O��������̖�� �O(sh��)Ӌ�У�ISA������D/A�D(zhu��n)�Q���ṩ����(zh��n)��̖늉���ͬ�r�����ϵ�y(t��ng)�a(ch��n)�����N������̖�ȣ����^�·�в��õ��p�����B(t��i)��(sh��)��(j��)���_��74LS245�ȵ�Ƭ�x��̖���ɿɾ���߉����GALl6V8�a(ch��n)���� 3 �g϶��B(t��i)���Ƴ��� 3��1 ������Y(ji��)��(g��u) �������г����ʼ����ȴ��Д࣬�Д�푑�(y��ng)�ɳ�ʼ����������(sh��)��늉��o��ֵ����ʼ�����Ӳɘӣ�Ȼ����ԭ�صȴ����r���Д�푑�(y��ng)����(zh��)������(y��ng)���Д����(w��)�����@���ֳ�����Ҫ�ÅR���Z�Ծ������R���Z���cC�Z����ȣ������g����a��С�����̺������\(y��n)���ٶȱ�C�Z�Կ�öࡣ 3��2 ����ij�ʼ�� ��ܛ����ʼ�����^���У�����Ҫ�P(gu��n)�Д࣬��^�ⲿ���ص�Ӱ푣� SETB P3.2 SETB P3.3 �O(sh��)�ø��N��(bi��o)־λ���磺 MOV 42H��#00H ��O��ʾֹͣ��1��ʾ�M(j��n)�o����惦���g�������惦���g���㣬�磺 MOV 61H��#00H ���惦�����D(zhu��n)�Q�Ĕ�(sh��)��(j��) MOV 62H��#00H ���惦ǰһ���D(zhu��n)�Q�Ĕ�(sh��)��(j��) ...... MOV 65H��#00H ���惦ƽ��ֵ Ȼ���r���Дʽ�ij�ʼ�����籾ϵ�y(t��ng)�У� MOV TMOD��#1lH MOV 1E�� #8AH ᘌ���(sh��)��(j��)̎��������һЩ�O(sh��)���� MOV 50H��#80H MOV 5lH. #00H �x����N�O(sh��)�����A(ch��)��(sh��)��(j��)�����g϶�ӹ��^����늉���(sh��)ֵ�Ĵ�С���M(j��n)�o�ٶȸߵͣ������g϶��̖�ɘ��cMD�D(zhu��n)�Q�� 4 �Y(ji��)���Z ���Ľ�B�Ļ���ISA�������и��g϶���ư壬��(sh��)��(j��)�ɼ�ͨ�^ISA�������빤�ؙC(j��)�����弴�ã�ͨ�^Ӳ���·�O(sh��)Ӌ��ȡ����(y��ng)��ʩ��ʹ�ÿ��ɔ_������(qi��ng)���ڌ������ư������ij�����(sh��)��У��ӹ��^�̷�(w��n)������Y(ji��)��(g��u)���������ܿɿ�����ϵ�y(t��ng)���ƾ����_(d��)���ˌ�(sh��)�H�ӹ���Ҫ�� �������߄�(chu��ng)���c(di��n)�����и�g(sh��)���طN�ӹ��I(l��ng)��ռ����Ҫ�ĵ�λ���҇������аl(f��)�ĸ��پ��и�g(sh��)�ѽ�(j��ng)���죬����������ӹ����Ȳ��ߑ�(y��ng)���ܵ����ƣ����پ��и�������ӹ����ȸ߶��ڸ��I(l��ng)��õ��V���đ�(y��ng)�á����LJ���(n��i)�ڵ��پ��и�g(sh��)����߀�����죬���ƾ��Ȳ��ߣ������늼ӹ��g϶��B(t��i)�Č�(sh��)�r����ʼ�K��һ���y�}�����n�}������ISA�ľ��и��g϶���ư���O(sh��)Ӌ���܉�?q��)��F(xi��n)��(sh��)�r���ƣ�ͬ�r���ƾ��ȵõ�����ߣ����ͳɱ������I(y��)�F(xi��n)�����ڑ�(y��ng)���I(l��ng)��������(chu��ng)�¡� ���ߣ��_��Ƽ���ܑc�� ��Դ����Ӌ��C(j��)��Ϣ��(Ƕ��ʽ�cSOC)2009���1-2�� |